[罗戈导读]本文围绕总装线边物流的周期性、短L/T和高柔性三大特点,指明了影响总装线边物流整体效率的四个基本因素,并对总装线边物流的难点、升级优化举措与成功经验进行了分析,最后总结了未来发展趋势。
[罗戈导读]本文围绕总装线边物流的周期性、短L/T和高柔性三大特点,指明了影响总装线边物流整体效率的四个基本因素,并对总装线边物流的难点、升级优化举措与成功经验进行了分析,最后总结了未来发展趋势。


线边物流是厂内物流中最核心的内容,总装线边物流又是汽车生产物流中最复杂的部分。本文围绕总装线边物流的周期性、短L/T和高柔性三大特点,指明了影响总装线边物流整体效率的四个基本因素,并对总装线边物流的难点、升级优化举措与成功经验进行了分析,最后总结了未来发展趋势。
汽车企业生产物流体系主要分为零部件物流和整车物流两个部分。由于篇幅所限,本文主要介绍零部件物流的相关内容。
零部件物流按照供应链的管理主要分为厂外物流和厂内物流。厂外物流主要是按照物流计划,由主机厂集货或者是供应商送货。厂内物流主要是按照生产进度,由物流人员向生产线供给零部件。参见图1。

图1 零部件物流示意图
本文所提线边物流就是厂内物流中最核心的内容。由于汽车制造的各个车间分工不同,所需使用的零部件数量和种类也不尽相同。后续本文在介绍线边物流时,是以最复杂的总装线边物流为例进行说明。
总装线边物流是指在总装车间内向生产线供给零部件的所有物流方式。有以下三个特点:
1.周期性:总装线边物流是按照一定的频率向生产线循环供给零部件。它是以平准化为基本原则,进行频率以及循环时间的设定。主要目的是最大程度地减少线边物流面积的占用,最大程度地减少工位器具的占用,优化物流人员的工作量。
2.短L/T(Lead Time,指交货期):总装线边物流是按照最短的周期时间进行工程设定向生产线供给零部件。它是以精益化为基本原则,进行工程的设定和人员、物流设备配置。主要目的是最大程度地减少物流人员的使用,最大程度地减少物流设备的占用,优化物流工程的设定。
3.高柔性:总装线边物流是按照生产车型的品种和数量进行资源分配,以保证准时向生产线供给零部件。它是以准时化为基本原则,进行各种物流资源的调配。主要目的是在必要的时间将必要的零部件送到必要的总装生产线工位。

图2 总装线边物流影响因素
影响总装线边物流整体效率的因素主要有以下四个方面,同时由于作业设备以及作业主体的限制会造成以下问题。
1.安全性:在上述的总装线边物流流程中使用的物流设备为传统的叉车、牵引车、台车等。目前在物流区到线侧的整个流程中会出现大量的人车交叉、车车交叉的情况,具有一定的作业安全隐患;同时也会发生由于人工作业失误导致货物倾倒等现象,由此造成零部件供给安全上的隐患。两者最终都会导致整车生产的停滞。
2.品质性:在总装线边物流的整体流程中物流作业员是主要的作业主体。由于人工操作的失误,可能会导致物流区域内的误操作、摔货等造成的品质不良,以及向线侧供给时的误投入、溢出等造成的品质不良。这些物流作业的品质不良最终都会影响到整车生产的品质。
3.生产性:在总装线边物流的整体流程中,物流人员的人工操作是非常多的。由于人工作业的便利性和极限性,作业转换、零部件的形态变换以及空间的需求都会使得流程变多,环节变多,会使总装线边物流的流程变得复杂。因此会造成零部件在库滞留的浪费,以及整体物流周期时间的浪费,从而降低了物流的生产效率。
4.成本性:在总装线边物流的整体流程中,会使用到物流人员、各种物流设备和物流道具、车间厂房面积等资源。由于整体物流流程的复杂性,各个环节的人员、物流设备、物流器具等资源产生浪费的可能性很大,从而造成成本的浪费。
以上四点是影响总装线边物流整体效率的基本因素,同时也要考虑到物流流程整体柔性等因素,来判定物流管理运行水平的高低。
1.物流模式优化与变革
主要的考虑方法是不断追求精益化物流模式,将物流流程简单化,从而实现整体物流周期时间的递减以及零部件在库的递减。主要的应用举措有:
小物One For One的应用:所谓One For One,就是向生产线供给1箱零部件后回收一个空箱。即,在生产线边物流人员进行1箱零部件和1个空箱的交换。虽然小物在供给时是按照设计好的规定路线进行供给,但是还会出现使用量较少,一些零部件需要在物流区进行分拣或是在线侧供给时需要供给到多个线侧位置的情况。通过对供给位置零部件信息的整理,将同一个供给位置的零部件设置成一个托盘,这样此托货物只供给到一个位置,且供给多少零部件就返回多少空箱,能够避免不必要的空箱整理的工作,同时达到减少作业环节的目的。
远距离零部件P-lane的应用:所谓P-lane,是指根据生产进度设置的零部件一时放置场地。P-lane内零部件放置是按照零部件的使用时间顺序进行排列,根据生产线的车辆下线的实绩进行搬出并供给。传统的远距离零部件是需要在厂内物流区进行PC(部品)投入和取出的工作。但是由于多了前述的工序和环节,就需要多投入面积、车辆以及人工。同时一些重量较大的零部件由于不停地搬入搬出,对物流作业人员也会产生不合理作业浪费。为了改善此现象,将PC在库通过lane的形式保有,通过零部件使用时间的计算来指示出链时间和供给时间,从而减少了物流人员搬运作业的环节。

图3 受入改善示意图
空箱置场受入设置的应用:原来总装线边物流中空箱置场是放置于物流分拣区周围的,而且受入卸货基本为1人作业。在这样的前提下,对受入停车位数量的需求高,且占用厂内的面积放置空箱,造成面积使用率低。改善后,通过受入双人作业,递减了卡车在受入的滞留时间,提高了受入停车位的使用效率,可以递减卡车停车位数量,同时利用废弃的车位进行空箱置场的设置,将空箱置场设置到受入。减少了构内物流面积的使用,不仅提高了面积使用率,还递减了厂外物流的费用。
2.信息系统与先进的物流技术装备应用
RFID技术的应用:供应商出货时进行RFID的写入工作,零部件到达工厂后正常进行验收及供给的作业。当空箱从线侧返回时,通过RFID读取门,来读取空箱的个数,再通过系统将空箱个数的数据反馈给供应商,以减少空箱返回时异常发生造成的经济损失。

图4 RFID技术的应用(空箱计数装置)示意图
移动托举机器人的应用:通过移动托举机器人的导入代替传统的叉车、牵引车,突破了由于人工操作造成的物流流程上的瓶颈。目前,对于顺引顺建的点对点已经有成功导入的实绩,小物的从受入到入P-lane的过程也已经有导入实绩,目前正在进行大物的整体流程以及小物整体流程的设计。通过移动机器人的导入,对于物流人工有大幅改善和递减。

图5 移动托举机器人应用示意图
自动验收(视觉识别技术的应用):传统的验收是通过人或者人手持扫描设备对看板进行逐个识别和扫描完成的。通过视觉设备的导入,可以完成设备自动扫描看板进行验收的过程。为进一步提高物流的作业效率,改善的措施是:供应商在出货时进行看板扫描形成货垛,在工厂卸货后通过视觉设备扫描一张看板即可识别整个货垛的信息,以完成验收并将信息及时传递给移动机器人,完成与后续物流环节的信息对接。通过采用自动识别技术,不仅节省了物流面积、物流人工,而且可以递减整体物流流程的周期时间。

图6 视觉识别技术应用(自动检收)
室外工程间无人搬运技术的应用:传统的工程间、建屋间的搬运是通过大牵引车或者卡车来实现的,安全性、经济性都没有优势。通过无人驾驶技术的导入及信息系统的交互,实现整个流程的无人搬运,提高安全性及经济性。
3.包装器具优化
RFID的应用:将RFID嵌入铁器具,同时给RFID赋予一定的信息,能够通过设备读取信息,达到零部件在库管理及空器具在库管理的目的。
3D设计的应用:传统的包装设计通常是通过使用实际的零部件进行实物摆放来检讨最优包装方式的。此方式时间长、效率低。通过零部件的3D图以及包装的3D图进行设计检讨,能够缩短包装检讨的时间并降低检讨成本。

图7 3D设计应用(包装设计检讨)
1.追求精益化与新技术的融合
总装线边物流的升级和优化,所追求的并不是单纯的自动化设备或者是新技术的导入,而是需要先将整体的流程递减至最优化。在最优化的流程下,导入自动化设备,而且在自动化设备导入后还要继续进行相应的改善,以追求自动化设备的精益化。比如,在移动机器人的导入上,先将整体流程进行最简化,然后再进行机器人取代人工的导入。
2.前后工程的紧密连携
所有的升级和优化都需要考虑到对前后工程的影响,需要在紧密连接的前提下共同推进。比如,在One For One的改善中,由于线边收容能力的局限,可能不能让所有的零部件都能实现此应用,那么就需要充分调查生产线边零部件的收容能力来判断导入的对象。目视化托盘形成的改善也是如此,需要充分考虑供应商的操作以及司机操作的内容来统一设定。
3.构筑数字化、网联化、智能化的创新型物流模式
伴随着5G网络的推广,数字化、网联化、智能化的物流模式创新越来越多。总装线边物流的升级优化也会有更多的选择和创新。


2025年京东物流-河北大件宅配、京东帮资源招商
1952 阅读
多多买菜:闷声增长
1291 阅读
义乌涨完广州涨 通达兔等快递全年或增收数十亿!
1157 阅读单品年销千万,新品研发提速,国民零食如何借拼多多复兴?
1037 阅读18天抵欧!宁波舟山港迎来史上最快中欧航线
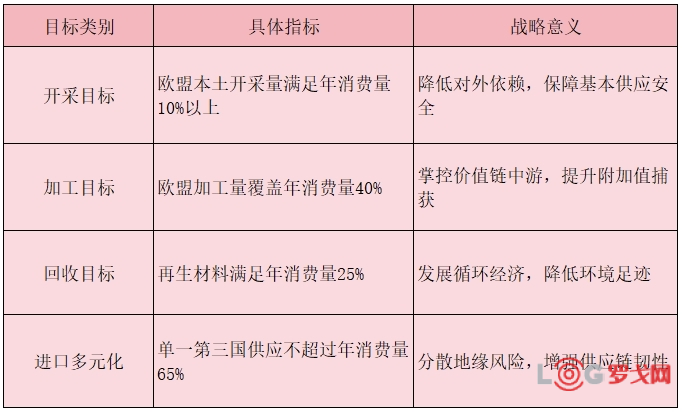
1008 阅读欧盟《关键原材料法案》:全球资源战略格局的重大转变及应对策略
961 阅读又出伤人事件!买A退B、签收讹诈、押金不退……快递小哥如何避坑?
903 阅读三个月内第6次出手,京东领投具身智能公司帕西尼
909 阅读中国船舶吸并中国重工收官在即
863 阅读美团闪购携手家电品牌实现空调半日送装
887 阅读







粤公网安备 44030402005698号




_HfrHMiwzXXB3.jpg?x-oss-process=image/quality,Q_80/watermark,t_80,g_se,x_10,y_10,image_aURxY29TdHhRb0RzLnBuZz94LW9zcy1wcm9jZXNzPWltYWdlL3Jlc2l6ZSxQXzIw)